熱を科学し、あらゆる電熱機器を開発・製造する
熱を科学し、あらゆる電熱機器を開発・製造する
1961年の創業以来、「電熱装置・機器の総合専門メーカー」として研究・開発、設計・製造、販売・アフターフォローまで国内自社工場で製造することで、確かな品質・リーズナブルな価格を実現しています。
特にプラスチック・樹脂分野においては押出成形機・射出成形機及びその関連装置において国内随一のヒータメーカーとして、数多くの皆様にご愛用頂いております。
工業用ヒータのトップメーカーとしてお客様のご要望に応じた製品の開発に努め、さらに時代のニーズに応じた技術の開発でユーザーのご要望にお応えします。
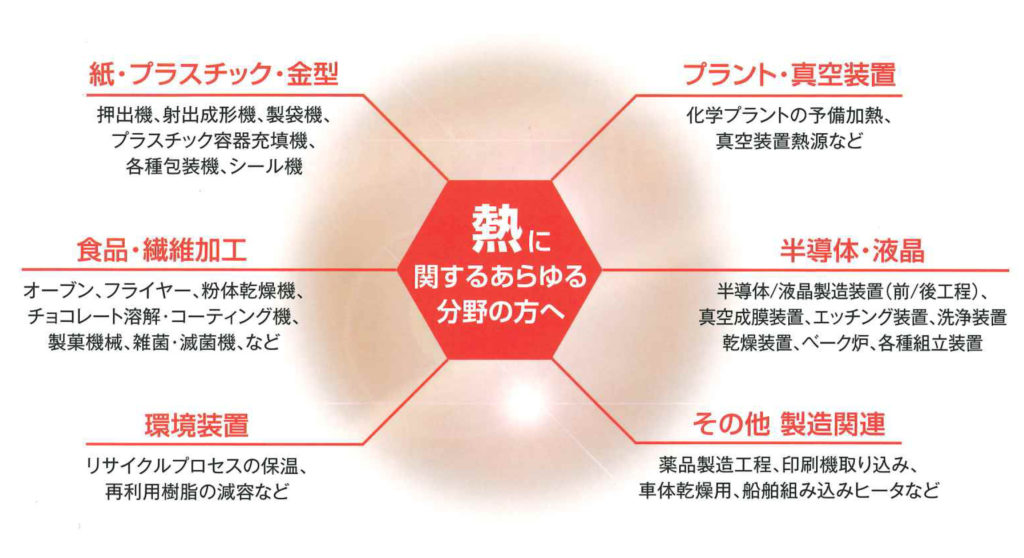
ヒータ単品から応用機器・装置まで、熱のことなら何でもご相談ください。
オンライン打合せ(ZOOM)にも対応しております、どうぞご利用ください。